数控铣削是现代制造业的基石,使得加工复杂的工件几何形状成为可能,这些几何形状在众多行业中都是不可或缺的。在它的许多应用中,铣槽是中心阶段。该过程涉及将狭窄的细长通道加工到工件中,该工件可以容纳键,密封件,紧固件或滑动部件。与标准端面或端面铣削不同,槽铣削有其自身的一系列挑战。深而窄的狭槽会导致工具偏斜,不良的排屑会3月表面光洁度,并且严格的公差要求精确控制。在本指南中,我们将分解槽铣削的核心原理,技术,工具,挑战和最佳实践,使机械师和工程师能够实现一致的精度和质量。
什么是铣槽?
定义和功能目的
槽铣是指在工件表面或内部创建长而窄的通道或槽。这些槽在机械设计中起基本作用。它们允许通过容纳互锁部件来组装零件,例如用于轴-毂连接的键槽。它们还引导运动部件,如CNC滑块中的线性轴承,并容纳功能元件,如密封件或冷却剂通道。在精密工程中,从航空航天到汽车,槽直接影响结构完整性和操作可靠性。例如,未对准的键槽可能导致电力传输系统中的灾难性故障。
主要优势
- 高精度: 现代CNC铣槽可以实现与 ± 0.001英寸 (0.025毫米) 一样严格的公差,这对于配合零件至关重要。
- 材料通用性: 它可以有效地处理各种材料,包括铝、钢和钛等金属,以及塑料和复合材料,满足各种行业需求。
- 设计灵活性: 得益于可编程的CNC路径,它支持自定义几何形状,从简单的直槽到复杂的弯曲或阶梯状轮廓。
- 装配效率: 它允许在没有额外紧固件的情况下集成组件,从而减轻重量和组装时间,尤其是在航空航天框架等应用中。
固有限制
- 工具偏转: 当将细长的刀具用于深槽 (深宽比大于3:1) 时,刀具会在切削力的作用下弯曲,从而扭曲槽的尺寸。
- 排屑: 切屑会被困在狭槽的狭窄空间中,导致重新切削,刀具磨损和表面光洁度缺陷,例如颤振痕迹。
- 热积累: 切屑流动不良会增加摩擦,升高温度,并可能导致工件翘曲或工具退火。
常见的铣槽技术
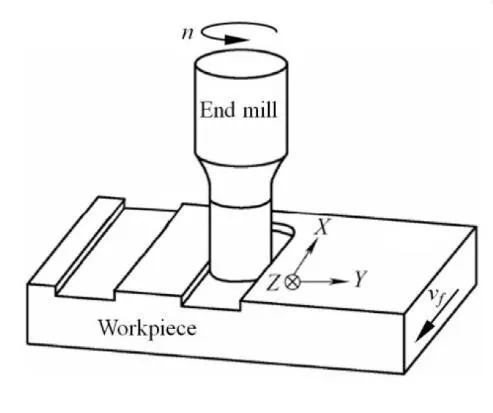
端铣
端铣是最通用的槽铣削方法。它使用圆柱形立铣刀,其周边和尖端均带有切削刃。刀具轴向进给到工件中,形成宽度与刀具直径匹配的槽。对于较宽的槽,编程多次通过,由工具半径偏移。端铣可以处理非线性路径、可变深度和闭合槽。标准端铣刀可广泛用于直径范围从0.015英寸 (0.38毫米) 到2英寸 (50.8毫米)。它通常用于通用开槽,如电机轴中的键槽或电子外壳中的安装槽。
端面铣削
端面铣削使用大直径端面铣刀,通常为3至12英寸,具有多个切削刀片,以从宽而浅的表面去除材料。对于开槽,刀具沿直线路径进给,以产生具有平坦底部的宽槽。它主要用于大面积槽的大批量粗加工,如发动机缸体中的冷却液通道或工业机械中的安装导轨。然而,它在窄槽 (宽度小于2 × 刀具直径) 的精度方面有局限性,并且不能很好地加工深特征,因为它优先考虑材料去除率而不是尺寸精度。
T型槽铣削
T形槽铣削用于为夹紧系统创建t形槽。该过程有两个步骤。首先,标准立铣刀将直的垂直槽切削至t形槽的整个深度,其宽度与t形槽刀具的刀柄直径相匹配。然后,将具有垂直柄和水平切割刀片的t形槽铣刀送入垂直槽中,以加工底切。重要的是要注意,t型槽刀具的刚度有限,因此必须降低进给速度,以防止在底切过程中发生偏转。
半圆键切割
Woodruff键切割使用带有外围齿和用于心轴安装的凹入中心的小型圆盘形切割器。这些刀具的尺寸是标准化的,以匹配Woodruff键尺寸。刀具径向插入工件,形成一个半圆形槽,与半圆键的弯曲底部配合。它通常用于将齿轮,皮带轮或凸轮固定在动力传动系统中的轴上,防止轴向和旋转滑动。
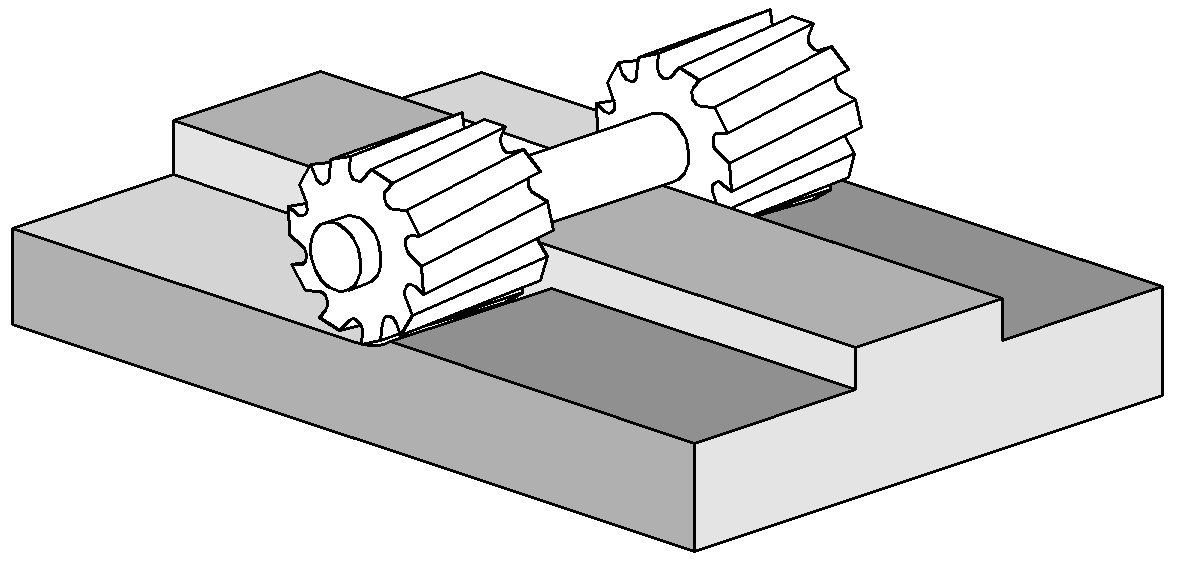
跨铣
跨式铣削涉及将两个平行的铣刀安装在公共心轴上,间隔开以匹配所需的槽宽。当工件经过刀具时,槽的两侧同时被加工。该方法通过消除单刀通过的累积误差,确保了槽壁之间的精确平行度和严格的宽度公差 (± 0.002英寸)。它用于导轨、直线轴承或夹具爪中的高精度槽,其中平行度对于平滑的组件运动至关重要。
专用槽铣刀: 设计和选择
用于开槽的端铣刀
用于开槽的端铣刀具有若干设计特征。长笛计数,范围从2-4,平衡芯片疏散和刚度。两长笛工具是伟大的软材料,如铝与大芯片,而4长笛工具提供稳定的硬金属如钢。端铣刀的长度也很重要。短长度 (≤ 3 × 直径) 立铣刀可最大程度地减少深槽的挠度,而长长度刀具 (5 × 直径) 则需要刚性设置。切削几何形状包括尖锐的正前角以减少切削力,平底槽为方形端轮廓,圆形槽为球形。至于材料,高速钢 (HSS) 在低速下对软金属进行小批量加工时具有成本效益,而硬质合金立铣刀,无论是涂层还是未涂层,都可以处理高速和硬质材料,刀具寿命比HSS长5-10倍。
T型槽铣刀
T型槽刀具具有独特的几何形状。与预加工的垂直槽宽度相匹配的垂直刀柄终止于用于加工底切的水平切削刀片。叶片具有径向浮雕,以防止摩擦和轴向前角,以实现有效的材料剪切。选择t形槽刀具时,确保刀柄直径与垂直槽宽度相匹配。
半盘钥匙切割器
半圆板钥匙切割器具有圆盘形设计。它们的外径和厚度对应于半圆键尺寸。中心孔与心轴配合,并且凹入的轮毂防止与工件接触。
跨式铣刀
跨式铣刀有安装在刀杆上的一对。它们可以是实心或插入齿刀具,具有用于平行的接地面。心轴上的垫片设置槽宽,精密垫片允许调整到0.0005英寸。其刚性结构的高碳钢或碳化物在同时切割时最大限度地减少偏转。
槽铣中的关键挑战和解决方案
工具偏转
刀具偏转可能是由过大的刀具悬伸、较高的径向切削力或较弱的刀柄引起的。为了解决这个问题,我们可以通过使用短,短长度的立铣刀和收缩配合或液压刀架来提高刚度。我们还可以通过降低切削径向深度和进给速度来降低切削力,同时提高主轴转速。切换到硬质合金或陶瓷刀具,这是3-5倍的硬度比高速钢,是另一个有效的解决方案。
排屑
被困在槽中的切屑会导致重新切割、发热和磨损。在铝中,长长的切屑会缠绕在工具周围并损坏工件表面。为了解决这个问题,我们可以使用具有断屑槽几何形状的立铣刀,通过刀具内部通道引导的高压冷却剂,以及用于深槽的啄铣。
尺寸精度
刀具跳动、热膨胀和材料回弹等因素会影响尺寸精度。我们可以通过动态平衡工具和使用精密刀柄来控制跳动。热管理可以通过使工件在室温下稳定并使用溢流冷却来实现。粗加工后进行轻度精加工可以校正回弹并细化尺寸。
最佳铣槽的最佳实践
预加工设置
在开始加工过程之前,重要的是分析材料。对于硬质材料,选择合适的硬质合金刀具并调整切削速度。用刚性夹具或真空卡盘固定工件,以最大程度地减少振动,并对薄壁零件使用支撑夹具。此外,检查工具是否有钝边,并清洁凹槽以防止切屑堆积。
切削参数优化
优化切削参数至关重要。对于切削速度,不同的材料和刀具材料需要不同的速度。进给速率也根据刀具材料而变化。当涉及到切割深度时,对于深槽,限制每次通过的轴向深度和较宽槽的径向深度,以减少侧向载荷。
技术选择
爬坡铣削比传统铣削更适合开槽,因为它减少了接合处的切屑厚度并改善了切屑流动。对于封闭槽,请使用螺旋插值而不是直接插入,以减少冲击力并防止槽角处的碎裂。
结论
铣槽是精密制造的重要组成部分,可以创建对机械系统中的装配,运动和性能至关重要的功能特征。通过掌握各种技术,选择合适的工具和应对挑战,机械师可以实现一致的精度和质量。采用最佳实践可确保高效可靠的结果。随着CNC技术的不断进步,创新将进一步增强铣槽能力。对于制造商来说,投资槽铣专业知识是为了释放精密工程的全部潜力。