CNC milling stands as the cornerstone of modern manufacturing, making it possible to craft intricate workpiece geometries that are indispensable across numerous industries. Among its many applications, slot milling takes center stage. This process involves machining narrow, elongated channels into workpieces, which can house keys, seals, fasteners, or sliding components. Unlike standard face or end milling, slot milling comes with its own set of challenges. Deep, narrow slots can lead to tool deflection, poor chip evacuation can mar surface finishes, and tight tolerances demand precise control. In this guide, we'll break down the core principles, techniques, tooling, challenges, and best practices of slot milling, empowering machinists and engineers to achieve consistent precision and quality.
What is Slot Milling?
Definition and Functional Purpose
Slot milling refers to creating long, narrow channels, or slots, on a workpiece's surface or inside it. These slots play a fundamental role in mechanical design. They allow parts to be assembled by accommodating interlocking components, such as keyways for shaft - hub connections. They also guide moving parts, like linear bearings in CNC slides, and house functional elements such as seals or coolant channels. In precision engineering, from aerospace to automotive, slots directly affect structural integrity and operational reliability. For instance, a misaligned keyway can cause catastrophic failure in power transmission systems.
Key Advantages
- High Precision: Modern CNC slot milling can achieve tolerances as tight as ±0.001 inches (0.025 mm), which is crucial for mating parts.
- Material Versatility: It works effectively on various materials, including metals like aluminum, steel, and titanium, as well as plastics and composites, meeting diverse industry needs.
- Design Flexibility: Thanks to programmable CNC paths, it supports custom geometries, from simple straight slots to complex curved or stepped profiles.
- Assembly Efficiency: It allows components to be integrated without additional fasteners, reducing weight and assembly time, especially in applications like aerospace frames.
Inherent Limitations
- Tool Deflection: When using long, slender tools for deep slots (with depth - to - width ratios greater than 3:1), the tools can bend under cutting forces, distorting slot dimensions.
- Chip Evacuation: Chips can get trapped in the confined spaces of slots, leading to re - cutting, tool wear, and surface finish defects like chatter marks.
- Heat Accumulation: Poor chip flow increases friction, raising temperatures and potentially causing workpiece warpage or tool annealing.
Common Slot Milling Techniques
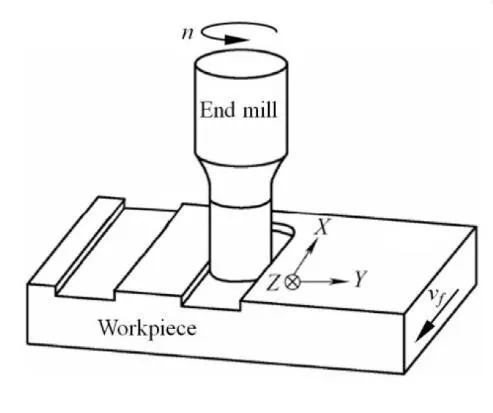
End Milling
End milling is the most versatile slot milling method. It uses cylindrical end mills with cutting edges on both the periphery and the tip. The tool is fed axially into the workpiece, creating slots whose width matches the tool diameter. For wider slots, multiple passes are programmed, offset by the tool radius. End milling can handle non - linear paths, variable depths, and closed slots. Standard end mills are widely available in diameters ranging from 0.015 inches (0.38 mm) to 2 inches (50.8 mm). It's commonly used for general - purpose slotting, such as keyways in motor shafts or mounting grooves in electronic enclosures.
Face Milling
Face milling uses large - diameter face mills, typically 3 - 12 inches, with multiple cutting inserts to remove material from broad, shallow surfaces. For slotting, the cutter is fed along a linear path to create wide slots with flat bottoms. It's mainly used for high - volume roughing of large - area slots, like coolant channels in engine blocks or mounting rails in industrial machinery. However, it has limitations in precision for narrow slots (width less than 2× cutter diameter) and can't machine deep features well, as it prioritizes material removal rate over dimensional accuracy.
T - Slot Milling
T - slot milling is used to create T - shaped slots for clamping systems. The process has two steps. First, a standard end mill cuts a straight vertical slot to the full depth of the T - slot, with the width matching the T - slot cutter’s shank diameter. Then, a T - slot cutter, which has a vertical shank and horizontal cutting blades, is fed into the vertical slot to machine the undercut. It's important to note that T - slot cutters have limited rigidity, so feed rates must be reduced to prevent deflection during the undercut pass.
Woodruff Key Cutting
Woodruff key cutting uses small, disc - shaped cutters with peripheral teeth and a recessed center for arbor mounting. The sizes of these cutters are standardized to match Woodruff key dimensions. The cutter plunges radially into the workpiece, creating a semicircular slot that mates with the curved bottom of a Woodruff key. It's commonly used for securing gears, pulleys, or cams to shafts in power transmission systems, preventing axial and rotational slippage.
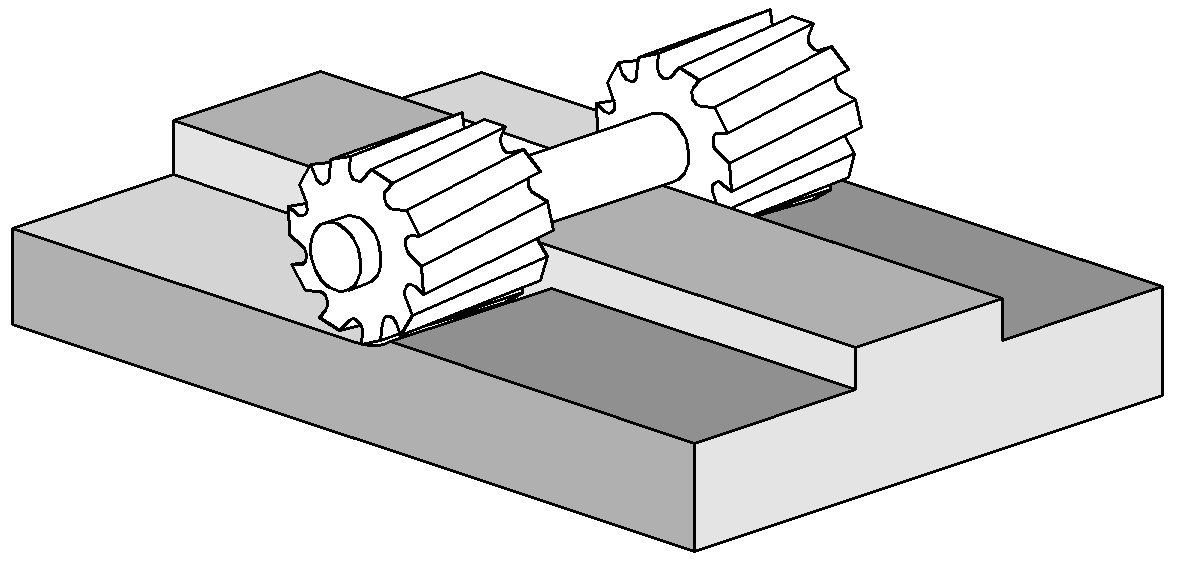
Straddle Milling
Straddle milling involves mounting two parallel milling cutters on a common arbor, spaced to match the desired slot width. As the workpiece passes by the cutters, both sides of the slot are machined simultaneously. This method ensures precise parallelism between slot walls and tight width tolerances (±0.002 inches) by eliminating cumulative errors from single - cutter passes. It's used for high - accuracy slots in guide rails, linear bearings, or fixture jaws, where parallelism is crucial for smooth component movement.
Specialized Slot Milling Cutters: Design and Selection
End Mills for Slotting
End mills for slotting have several design features. The flute count, ranging from 2 - 4, balances chip evacuation and rigidity. Two - flute tools are great for soft materials like aluminum with large chips, while 4 - flute tools offer stability for hard metals like steel. The length of the end mill also matters. Short - length (≤3× diameter) end mills minimize deflection for deep slots, while long - length tools (5×+ diameter) require rigid setups. The cutting geometry includes sharp, positive rake angles to reduce cutting forces, with square - end profiles for flat - bottom slots and ball - nose for rounded slots. As for materials, high - speed steel (HSS) is cost - effective for low - volume machining of soft metals at lower speeds, while carbide end mills, whether coated or uncoated, can handle high speeds and hard materials, offering 5 - 10 times longer tool life than HSS.
T - Slot Cutters
T - slot cutters have a unique geometry. A vertical shank, which matches the pre - machined vertical slot width, ends in horizontal cutting blades for machining the undercut. The blades have radial relief to prevent rubbing and axial rake angles for efficient material shearing. When selecting a T - slot cutter, make sure the shank diameter matches the vertical slot width.
Woodruff Key Cutters
Woodruff key cutters have a disc - shaped design. Their outer diameter and thickness correspond to the Woodruff key size. A central hole fits an arbor, and the recessed hub prevents contact with the workpiece.
Straddle Milling Cutters
Straddle milling cutters come in arbor - mounted pairs. They can be solid or inserted - tooth cutters with ground faces for parallelism. Spacers on the arbor set the slot width, and precision shims allow for adjustments down to 0.0005 inches. Their rigid construction of high - carbon steel or carbide minimizes deflection during simultaneous cutting.
Critical Challenges in Slot Milling and Solutions
Tool Deflection
Tool deflection can be caused by excessive tool overhang, high radial cutting forces, or weak toolholders. To address this, we can enhance rigidity by using short, stub - length end mills and shrink - fit or hydraulic toolholders. We can also reduce cutting forces by decreasing the radial depth of cut and feed rate while increasing spindle speed. Switching to carbide or ceramic tools, which are 3 - 5 times stiffer than HSS, is another effective solution.
Chip Evacuation
Trapped chips in slots can cause re - cutting, heat generation, and abrasive wear. In aluminum, long stringy chips can wrap around the tool and damage the workpiece surface. To solve this, we can use end mills with chipbreaker geometry, high - pressure coolant directed through the tool’s internal channels, and peck milling for deep slots.
Dimensional Accuracy
Factors like tool runout, thermal expansion, and material springback can affect dimensional accuracy. We can control runout by dynamically balancing tools and using precision toolholders. Thermal management can be achieved by allowing the workpiece to stabilize at room temperature and using flood cooling. Performing a light finishing pass after roughing can correct for springback and refine dimensions.
Best Practices for Optimal Slot Milling
Pre - Machining Setup
Before starting the machining process, it's important to analyze the material. For hard materials, select appropriate carbide tools and adjust cutting speeds. Secure the workpiece with rigid clamps or vacuum chucks to minimize vibration, and use support fixtures for thin - walled parts. Also, inspect the tools for dull edges and clean the flutes to prevent chip packing.
Cutting Parameter Optimization
Optimizing cutting parameters is crucial. For cutting speed, different materials and tool materials require different speeds. Feed rates also vary depending on the tool material. When it comes to the depth of cut, for deep slots, limit the axial depth per pass and the radial depth for wider slots to reduce side loads.
Technique Selection
Climb milling is preferred over conventional milling for slotting as it reduces chip thickness at engagement and improves chip flow. For closed slots, use helical interpolation instead of direct plunging to reduce impact forces and prevent chipping at slot corners.
Conclusion
Slot milling is an essential part of precision manufacturing, enabling the creation of functional features that are vital for assembly, movement, and performance in mechanical systems. By mastering various techniques, selecting the right tools, and addressing challenges, machinists can achieve consistent accuracy and quality. Adopting best practices ensures efficient and reliable outcomes. As CNC technology continues to advance, innovations will further enhance slot milling capabilities. For manufacturers, investing in slot milling expertise is about unlocking the full potential of precision engineering.